
Zagotavljamo vam, da vedno nudimo visokokakovosten visokohitrostni stroj za stiskanje pokrovčkov s 24 votlinami in storitve. Pomagajte vam izbrati prave in visokokakovostne izdelke, da zavzamete trg in odprete trg s kvalificiranimi izdelki in storitvami ter dosežete obojestransko korist.
Krajši čas cikla za večjo produktivnost
Manjša poraba energije
Visoka specifična gostota
Kalupi brez vzdrževanja, ki trajajo desetletja
Hiter postopek menjave barve
Manj odpadkov pomeni nižje stroške
Stroj za stiskanje pokrovčkov 24cavities je že močno izboljšal izhod stroja. Izhod stroja za stiskanje pokrovčkov s 24 votlinami se je že povečal na 42000–45000 kosov na uro. Na istem stroju za votline se je proizvodnja povečala za približno 90 %. Hkrati je hidravlični sistem stroja prav tako naredil velike izboljšave in razvoj. Veliko povečanje zgornje meje proizvodnje močno izboljša učinkovitost proizvodnje in zmanjša proizvodne stroške.


| Model | DRCM-24H |
| Proizvodna zmogljivost | 40000-42000/uro (29/25MM kapa) |
| Premer kapice | 20-45 mm |
| Višina kapice | 10-30 mm |
| Material kapice | PP/HDPE/LDPE |
| votlina kalupa št. | 24 |
| Moč | 380V/PH/50HZ |
| Moč namestitve | 75KW |
| Poraba zraka | 1,2 M3/uro, 1,0 Mpa |
| Dimenzija stroja | 4200*2200*2100 mm |
| Teža stroja | 7,5T |
PRIMERJAVA S STROJEM ZA BRIZGANJE
| Postavka | Stiskanje kapice stroj za oblikovanje |
Brizganje stroj |
| Število votlin | 24 | 2*24 |
| Izhod | 16800-23400 | 2*6000 |
| Poraba energije | 26 | 2*36 (z kalupom) |
| Poraba energije na mesec | 18720 | 51840 |
| Varčevanje z energijo na mesec | 33120kw | |
| Zmanjšati stroške | 6650 00 USD/mesec (če je 0 2 USD/kw/h) | |
| Uporaba dodatka | št | ja |
| Uporaba sprostitve plesni | št | ja |
| Nenavaden vonj | št | ja |
| Videz izdelka | Brez točke injiciranja | Z injekcijsko točko |
| Odpadki | št | ja |
| Vir delovne sile | 1 | 2 ali več |
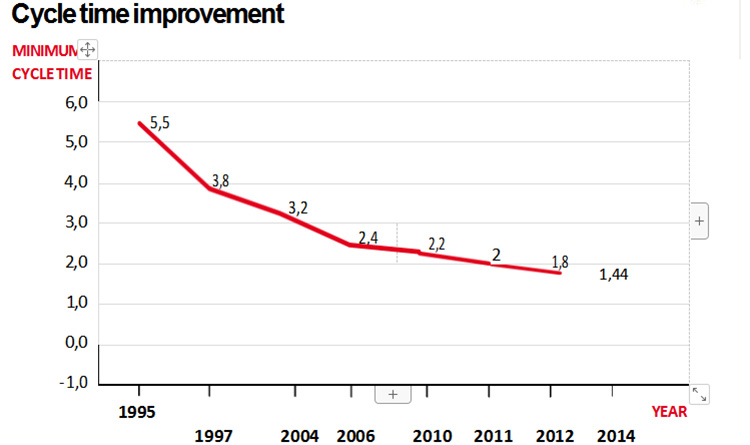
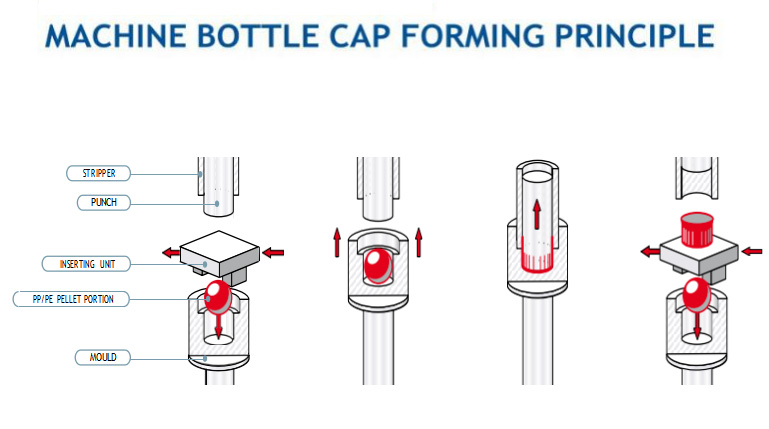
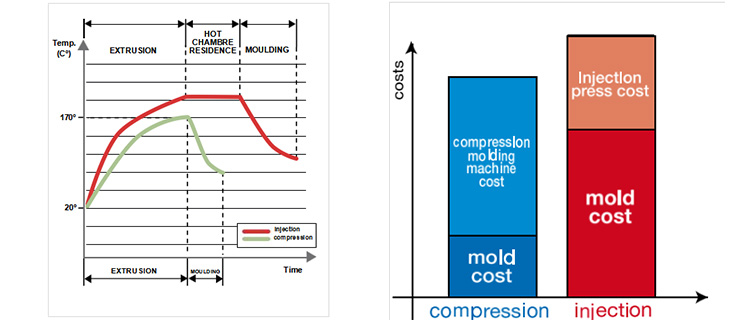
SL KRAJŠI čas CIKLA in zato večja produktivnost. Nižja temperatura iztiskanja omogoča hitrejše hlajenje pokrovčka v kalupu: to je skrajšalo čase ciklov, ki so se v primeru lahkih pokrovčkov zmanjšali na približno 2 sekundi.
MANJŠA PORABA ENERGIJE. Nižje temperature iztiskanja pomenijo manj energije, da se plastika doseže na temperaturo iztiskanja, in ker je plastika hladnejša, je za njeno hlajenje potrebno manj energije. Skupni prihranek energije na proizvedeno kapo je lahko do 45 %.
VISOKA SPECIFIČNA GOSTOTA. Nižje temperature pri enakem tlaku omogočajo doseganje večje specifične gostote; poleg tega ni točke vbrizgavanja, ki dodatno obremenjuje staljeno plastiko. Ta tehnološki pogoj zagotavlja mehanske lastnosti in konsistenco, ki je z brizganjem nedosegljiva.
DOSLEDNOST je postala glavna težava pri polnjenju pijač, kjer so proizvodne linije vse hitrejše in bolj izpopolnjene in kjer zaustavitev obratov, povezanih z zamaški, ni več mogoče tolerirati.
KALUPI BREZ VZDRŽEVANJA, ki zdržijo desetletja. Navpično in aksialno gibanje kalupa za stiskanje zagotavlja – za razliko od kalupa za brizganje, ki ga obremenjuje lastna teža – da so kalupi zaščiteni pred vsemi vrstami obrabe. Stiskanje pomeni, da se kalupi ne obrabijo vso njihovo življenjsko dobo.
HITRA MENJAVA BARV Te je mogoče izvesti hitro, ne da bi morali očistiti vročo komoro, ki je v procesu stiskanja ni. MANJ ODPADKOV nižji stroški.
| Material plesni | votlina | DC53, Japonska |
| Podstavek za votlino | Berilijev baker, ZDA | |
| Podstavek za votlino | S136 .Švedska | |
| Vijak podstavka za votlino | DC53, Japonska | |
| Jedro | Berilijev baker, ZDA | |
| Del navoja | DC53, Japonska | |
| Srednji rokavi | DC53, Japonska | |
| Rokav za odlivanje | S136 .Švedska | |
| Trdota plesni | Po vakuumskem vžigu, -180 °C kriogeni obdelavi, nitriranju, nato DLC (diamantu podobnemu ogljiku) je trdota kalupa okoli 70 stopinj. | |
| izdelek št. | FOTOGRAFIJE DELOV | IME DELA | ZNAMKA |
| 1 |

|
Zaslon na dotik | SIEMENS (NEMČIJA) |
| 2 |

|
Rezervni deli grelnega sistema | ZOPPAS |
| 3 |

|
Glavni priključek za zrak in vodo | FISTO |
| 4 |

|
Hidravlični sistem | TAJVAN |
| 5 |

|
ČRPALKA ZA OLJE | Denison (Ameriški) |
| 6 |

|
SOLID PREVODNIŠKI RELE | SIEMENS (NEMČIJA) |
| 7 |

|
LEŽAJ | NSK (JAPONSKA) |
| 8 |

|
Frekvenčna pretvorba | SIEMENS (NEMČIJA) |
| 9 |

|
Prekinitev tokokroga | SIEMENS (NEMČIJA) |
| 10 |

|
PLC | SIEMENS (NEMČIJA) |
| 11 |

|
Priključni terminal | DEFURO (NEMČIJA) |
| 12 |

|
Vlečni ventilator | ITALIJA |
1. Izboljšajte sistem upravljanja in celoten nabor napredne proizvodne opreme:
Naša tovarna ima celotno proizvodno opremo za kalupe in strojno obdelavo delov, tako da so vsi deli izdelani in obdelani v moji lastni tovarni, lahko zagotovi, da so deli dokončani in natančni
2. Tehniki imajo bogate proizvodne izkušnje, šef pa je pozoren na razvoj izdelkov in izboljšanje tehnologije
naš šef je tehnik, ki pozna vso tehnologijo o kalupu in stroju. Veliko časa in stroškov porabi za učenje od druge boljše in znane tovarne. Ves čas je sodeloval pri razvoju stroja. Lahko nadzoruje kakovost izdelkov in poskrbi za izboljšanje vseh izdelkov.
3. Močna ekipa poprodajnih storitev zagotavlja poprodajne storitve stroja.
Naš stroj ima približno 6 tehnikov, ki opravljajo poprodajne storitve. Vedno odletijo na drugo mesto, da opravijo poprodajne postopke za naš stroj. Odletijo v kupčevo tovarno, da izvedejo namestitev in usposabljanje na delujočem stroju.
4. Samoproizvedeni kalupi stroja, da zagotovite prileganje med kalupom in strojem.
Naša tovarna ima več kot 20 let izkušenj s proizvodnjo kalupov, da zagotovi prileganje med strojem in kalupom ter prihodnje vzdrževanje
5. Skupen razvoj električnih in krmilnih sistemov za stroje s Siemensom
1. Stroj za stiskanje pokrovčkov je ena oprema, ki zahteva visoko tehnologijo in dolgotrajen razvoj. Nobeni ne dajo vseh rezervnih delov skupaj, potem bo ok. Najpomembnejša stvar je sistem hidravličnega olja kalupa in krmilni sistem PLC. Odkrito povedano, naš šef in inženir skupaj z dobaviteljem sodelujeta pri razvoju sistema hidravličnega olja in PLC krmilnika. Tako kot naš sistem krmilnikov PLC razvijata naš oddelek za raziskave in razvoj ter oddelek za raziskave in razvoj podjetja SIMENS. Naš celoten PLC sistem stroja je od SIMENS, tudi vtič in žični konektor. Vidite lahko drugo tovarno, v sistemu PLC, vsi rezervni deli so od različnih dobaviteljev, kot so nekateri deli iz Tajvanske Delte, nekateri deli iz OMRON-a, nekateri deli iz SIMENS-a, vse dele preprosto povežejo skupaj. Ne razmišljajte o celotnem programu stroja.
Izvozno standardno pakiranje
Naš tehnik je lahko kupčeva tovarna za namestitev in zagon stroja. Vendar mora kupec nositi vse stroške za tehnikovo potovanje (vključno z letalsko karto, stroški nastanitve in plačo)
DATUM DOSTAVE: 55-60 DNI PO PREJETU NALOGA.
PRISTANIŠČE DOSTAVE: NINGBO, KITAJSKA